

With the worst of the consumer 3D print hype-cycle over, the market has been awaiting the arrival of the ‘big boys’ from the world of traditional print, Cannon, Xerox and Hewlett Packard have all be hard at work filing patents and slowly releasing some information about their development work.
On 17 May at the Rapid exhibition in Orlando, USA, HP went public with the launch of its first two in-house developed 3D printers and they are whoppers, measuring 2,178 x 1,238 x 1,448mm and weighing in at 730Kg.
The printers are also accompanied by a standalone processing station to assist cooling and the recycling of materials. With prices starting over $100,000 the broad appeal of these first offerings will be for firms with a serious throughput of prototypes, but HP considers high-end a good place to start, with plans to scale down the technology in the future to serve smaller engineering groups.
Offering a build volume of 406 x 305 x 406mm the machines feature HP’s new Multi-Jet Fusion (MJF) technology, which combines expertise from the company’s wide-format high DPI ink jets with powder substrates.
Initially aimed at high-end users and service bureaus, HP aims to deliver machines that can deliver major speed and cost advances over today’s SLS and FDM-based 3D Printers.
Claiming print speeds of up to 10-times faster than existing technology, with strong tensile materials, HP aims to eventually deliver production-ready functional parts, in volume for less cost than injection mould.
The Process
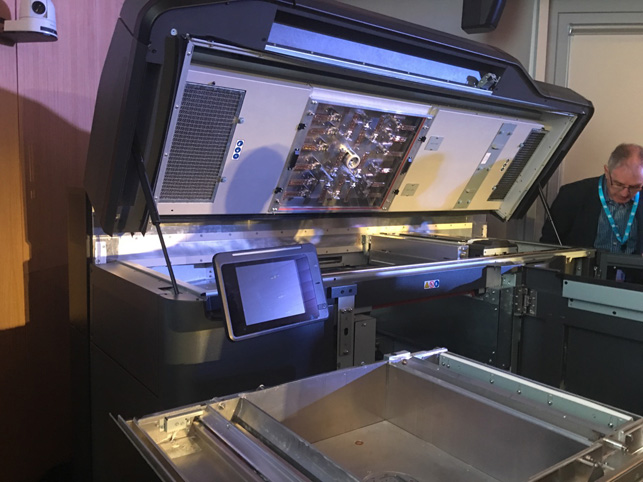
The key ingredients of HP’s 3D printing technology are a 1,200 dpi print head, which delivers fusing and edge defining agents (liquids) to the width of the build chamber in one pass.
There’s also a powder deposition head which adds a layer of material in-between each print pass and a lot of finely controlled heating elements. For each fusing pass the machine captures a thermal image to ensure melting temperature was reached and consistency of fused material.
Fusing at around 170°C the machine gives off a lot of heat and will need to be kept in a managed environment.
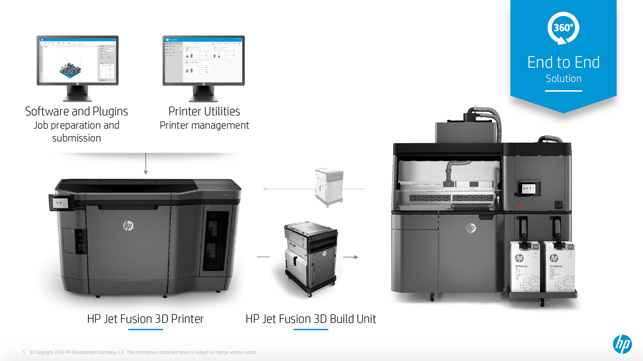
One of the other key innovations is that the build chamber is actually a detachable wheeled unit, which can be wheeled over to the processing station for cooling and material recovery, while another build chamber could be inserted in the 3D printer for a new build to begin.
The build unit also acts as the powder store and includes many temperature sensors for pre-heating and monitoring the cooling process. Most likely serious users would utilise the feature, with at least 2 build units to maximise the use of the machine.
HP has quoted typical full builds as taking 10 hours to print and, with the processing station, 10 hours to cool, offering next business day turn-arounds for 3D printing bureaux.
With smaller build volumes, it is possible to get same day parts with 2.5 hour print, 2.5 hour cooling.
The Machines
The HP Jet Fusion 3200 and 4200 are the initial offerings in the range. Both have a resolution of 1,200 dpi but differentiate on speed and thickness of layers.
The 4200 printer can deliver 45,000 mm³/hour with 0.07 to 0.12 mm layers, whilst the 3200 Printer delivers 35,000 mm³/hour with 0.08 to 0.10 mm layers.
The HP Jet Fusion processing station works with both Multi Jet Fusion machines and is also a sizeable beast, measuring 1,926 x 1,245 x 2,400mm.
The processing station fulfils a number of roles. First it accelerates the cooling of the portable build chamber by up to 5 times, provides vacuums to clean, remove and recycle unused material, and finally mixes this powder with fresh material and deposits this in the portable build chamber, to be used for the next build.
HP expects delivery of the 4200 to begin in late 2016, and the HP Jet Fusion 3D 3200 Printer to follow soon after in 2017.
Pricing starts at $130,000 for the 3200, and the full end-to-end solution including the Processing Station is available starting at $155,000.

HP Jet Fusion 3D 4200 Printer

The standalone processing station assists with cooling and the recycling of materials


Materials
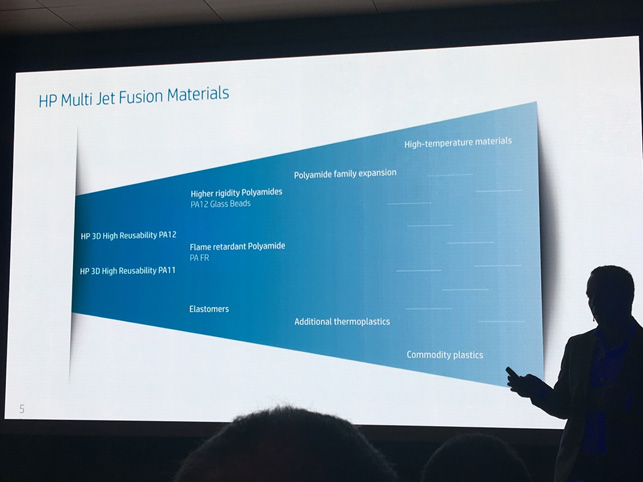
At launch HP only offers one material, a nylon-based, non-toxic, black polymer named PA12, but this is expected to expand to at least five of six materials before the end of the year.
HP has already been demoing full colour parts, as well as elastic parts printed in Thermoplastic Elastomer, while stating that it will also offer high temperature plastics, flame retardant Polymide, thermoplastics and commodity plastics.
HP is working with Evonik, BASF, Arkema, Lehmann & Voss & Co to deliver more materials and is creating an open market for a vibrant materials ecosystem.
While HP will take a slice of this action when it comes to selling it to users, HP executives were keen to point out that getting the materials down in price was a key ingredient for the success of the 3D printing market, pushing against traditional manufacturing for runs in the region of 50,000 parts.
Of course the powders are only one of the ingredients in the HP recipes, there are the fusing and detailing agents and here the company explained that by even using the same base powder and tweaking these agents it’s possible to get different physical properties and shore hardness.
This also opens the way for colour, which probably isn’t too far behind, and even the possibility of conductivity, which essential means PCB tracks, aerials, even RFIDs could be 3D printed in a single build process.
Voxels
A core concept behind the printer is the voxel-based (3D pixel) approach that HP has taken.
The entire build space is broken down into trillions of 3D printed points, which are addressed by the tens of thousands of print heads which print the agents onto the powder
HP claims that it’s possible to control the agents going to each and every one of these 3D voxel points, enabling complex internal structures, mixtures of colour, mixtures of strength and elasticity at a single voxel level, amounting to an immense level of pre-processing.
Software workflow
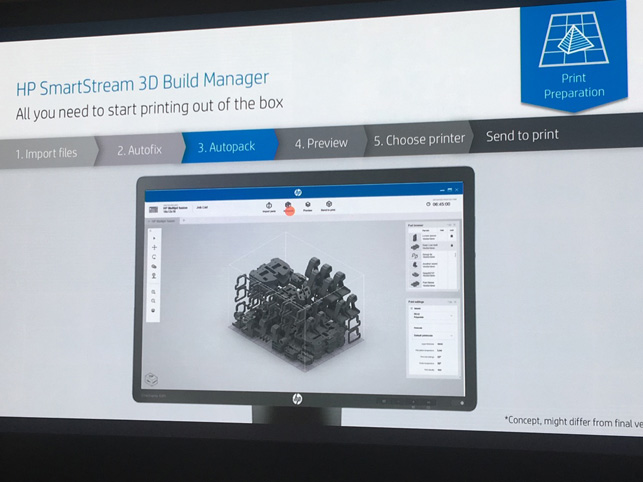
On the issue of pre-processing, HP quotes about an hour for the pre-preparation of the model and the printers come with their own suite of tools to ease the workflow.
The software loads parts or assemblies, heals holes and will auto layout the build chamber for optimum usage and speed. For now, parts are spaced 5mm apart but it’s hoped that this will be reduced by the time the machines ship in the Autumn.
File formats
While supporting the standard array of industry format, HP is keen to promote the emerging 3MF format and stated that it hoped to replace the STL file format with all its shortcomings of processing time and poor object dimensional precision.
STL also doesn’t lend itself to a voxel approach to printing, so all the granular benefits that HP is developing will be limited if the data is delivered as a ‘dumb’ STL.
In competition
HP is targeting the high-end SLS and FDM machines, with the metrics the company has released suggesting that given the same time and part that FDM could print 50 parts, SLS 250 and MJF 2,500.
Cost-wise HP claims that to produce 2,500 small parts in the same time, FDM average part price would be $3.70 requiring 29 printers running simultaneously, SLS would cost $2.80 and would require 8 simultaneous machines and MJF would be $1.60 with one machine.
Using multiple build chamber units the 3D printers allow for near continuous high volume production, always printing and a build always cooling. With the same small part build example as before, HP claims its machine could print 5,000 units a day or 30,000 in a week.
In the development of the printers HP has been working with Jabil, Shapeways, Proto Labs, and Materialise.
Shapeways CEO Peter Weijmarshausen was at the Barcelona pre-launch event and was very upbeat about the HP printers, saying this was the biggest innovation for six years at this price point, and was effusive on HP’s approach to tailoring the design and features for their market. All Weijmarshausen felt was missing was the support for colours, which is soon to arrive.
Production parts
While HP accepts the prototyping market is its first destination, the company fully expects 3D printed parts to make serious in-roads into creating production-ready parts within the next few years, predicting up to 50 per cent of all custom plastic parts will be made this way.
As proof, 66 plastic parts in the 3D printer and processing station are actually printed on HP’s first generation of Multi Jet Fusion printers.
We spent a fair amount of time looking at the process of costing out various types of manufacturing, but to be honest it’s a massive simultaneous equation comparing all the aspects that goes into producing a mould vs MJF printer, materials and model geometry.
The key variables for the HP printers are not yet known, however, HP sees MJF as the first viable technology to be able to complete on speed, quality and known costs.

A simple spring part made in HP’s 3D printer , showing the flexibility and strength of the first plastic material
A coloured part showing complex array of shapes and detail that can be achieved

Functioning gear assembly 3D printed in the HP 3200 3D printer

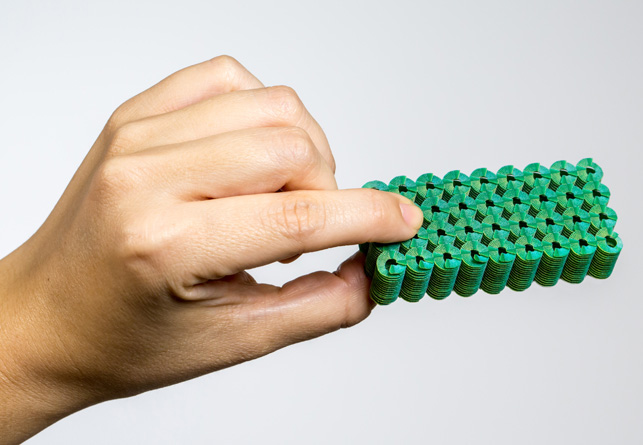
Multi colour 3D lattice work


Chain link that was produced to test the strength of the plastic parts. HP suspended a car from this link

A gear test part with an iris shutter printed by HP
Future developments
The most intriguing of MJF’s potentially limitless combination of materials and properties is conductive layers.
The HP team has explained how sensors could be printed within parts, ready for the Internet of Things, or unique RFID tags for remote scanning and enabling mass customisation.
It would be interesting to see how mechanical and electrical engineers would collaborate on a model that ultimately would be both physical and functional. CAD systems would need to be able to edit or update voxel layers within a physical component manufactured for production, as opposed to being a PCB component in an assembly.
Conclusion
HP’s labs in Barcelona were impressive, not only for the work that has been put into this new range of 3D printers but to see the vast scale of research that HP puts into its 2D inkjet technologies. The 3D printer is essentially a by-product of this research, as the precision inkjet head delivers the 3D model in 2D printed sections.
The new technology is found in the chemistry, the precision heat control and powder deposition and reclamation mechanisms.
Developing the systems is also a challenge given the build cycle times. Compared to testing a DesignJet that might pump out a test print in 30 seconds, a 20 hour build and cool cycle prior to testing part accuracy has led to near constant test cycles and some exotic mathematics to predict outcomes.
On our visit we entered the test labs to see 8 machines being run constantly by technicians, while next door the next generation builds were being assembled and ready for the next testing phase.
In May, HP were one design iteration away from the final machine. While the base powder was fixed, the chemistry of the fusing and detailing agents were still being finalised.
With high temperature fusing, thermal bleed accuracy is an issue, especially towards the edges of the build chamber. HP seemed confident that compared to SLS their deviation was exceptionally low and a consideration that they were paying especial attention to.
The most obvious issue with this technology is that you can’t print voids within models, as the powder is trapped but other than that, the parts we handled were excellent quality and with some post processing and finishing looked fantastic.
Also, this approach is the consideration that in the future, with many agents and powders available for the printers, these machines could be surrounded by many large tubs of liquids. I can forsee a third machine coming which contains a growing matrix of materials to feed in to the printers. Materials-wise, the good news is that HP is focussed on delivering non-toxic parts and is keen to see its materials used in medical applications.
While the 3200 and 4200 MJF printers have come out with fairly standard-sized build volumes, HP were keen to point out that there is no theoretical limit to size of print head that they can produce and they have already created huge inkjet heads for the printing trade. There’s no reason in the future that we might see this 3D print technology on a very large scale.
For a relatively late entrant into the 3D printing market, HP has certainly done its homework and produced a printer at a price point where there was the least activity and innovation.
The same team that eventually dominated the print market is now focussed on the 3D print space and have identified that prototyping is really only just the start of where this technology will be used.
This isn’t so much HP entering the 3D print market, it’s HP entering into manufacturing.




