Cobots adopt strong-arm tactics
Designing for a new era of human/machine collaboration


Advertisement
Advertisement
5 Real-World Examples of Industry 4.0 Happening Now
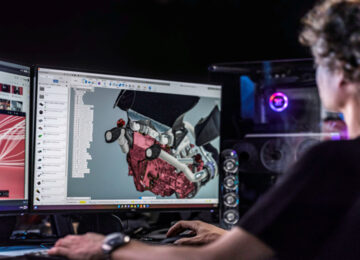
AI is transforming every aspect of how products are designed and made

Nvidia finally brings RTX to entry-level desktop GPUs
Nvidia RTX A400 (4 GB) and A1000 (8 GB) GPUs to enhance AI and visualisation workflows

Solidworks – All roads lead to the platform
Are traditional desktop Solidworks users about to get left behind?
Advertisement


Advertisement
Advertisement
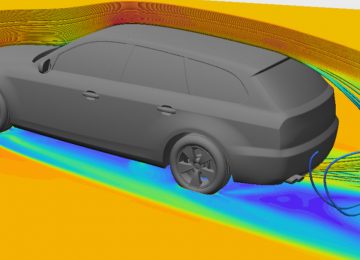
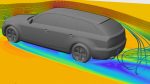
ENGYS brings improved design integration with new update
Elements 4.2.0 improves user experience and post-processing

Lenovo ThinkPad P1 Gen 7 launches
Mobile workstation features Intel Core Ultra processor with NPU and Nvidia RTX pro GPU for AI workfl...
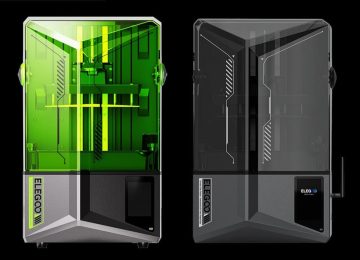
Elegoo uses AI automation to track 3D printing
New desktop 3D printers monitor printing in real time
Acquisition expands Altair data analytics and generative AI
Knowledge graphs critical for successful generative AI by providing the business context

Ansys takes The Exploration Company to the moon
Using a methane-based propulsion system
Load more